In the world of industrial machinery, rotary lobe pumps have gained significant recognition, particularly in sectors that demand hygiene and cleanliness. These versatile pumps offer an array of benefits that make them ideal for industries like food processing, pharmaceuticals, and biotechnology. If you’re in need of a pump that ensures safety, reliability, and efficiency while meeting strict hygienic standards, the rotary lobe pump could be the solution you’ve been looking for.
At Ace Lobe Pumps, we specialize in providing high-quality rotary lobe pumps designed to meet the needs of industries that prioritize cleanliness and precision. In this article, we will explore the numerous advantages that rotary lobe pumps bring to hygienic applications and how they can elevate your operations.
What is a Rotary Lobe Pump?
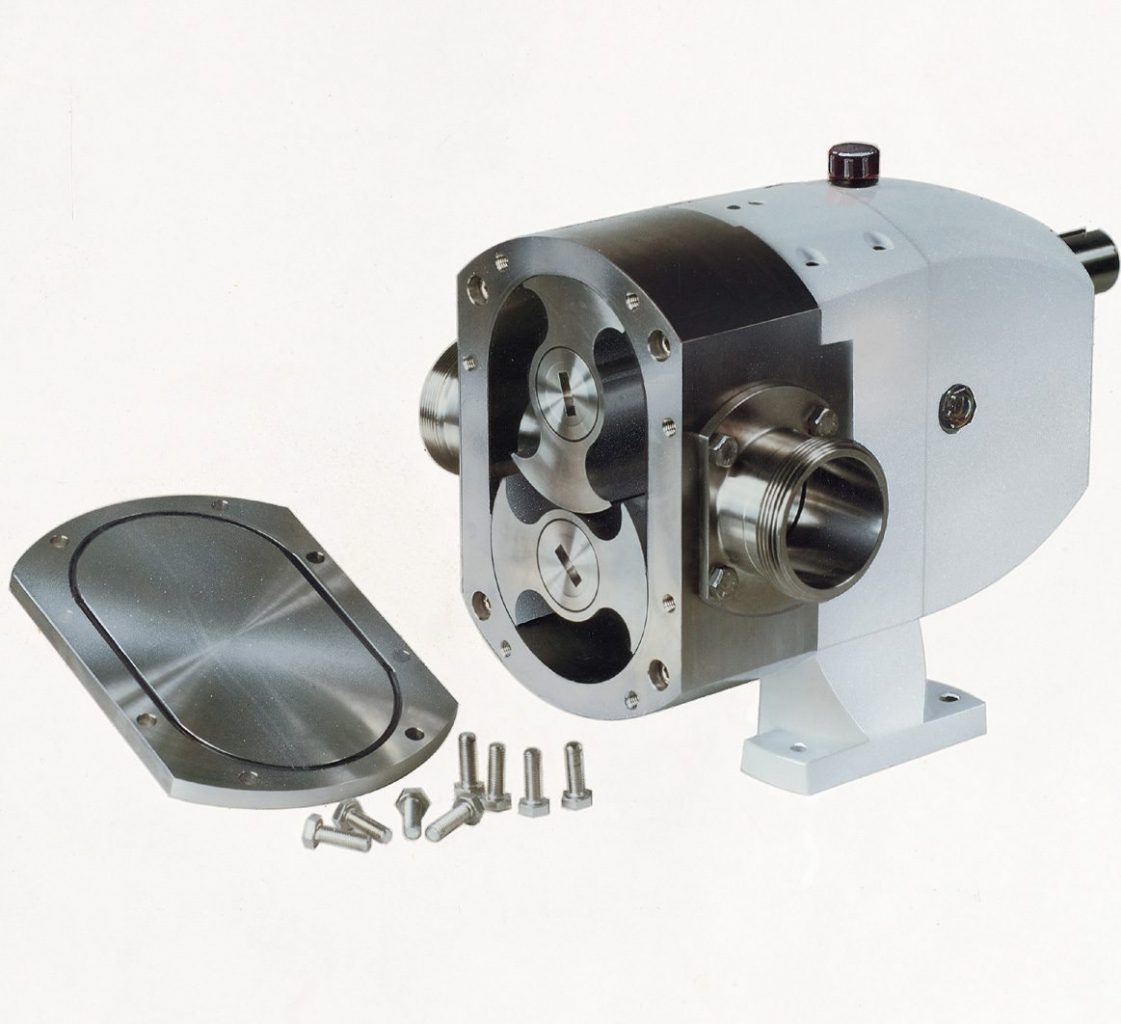
Before diving into the advantages, it’s essential to understand what a rotary Lobe Pump is. A rotary lobe pump is a positive displacement pump that uses two or more rotors (or lobes) to move fluids through the pump chamber. These pumps are particularly suitable for handling thick, viscous, or shear-sensitive fluids, making them an excellent choice for hygienic applications.
The basic operation involves the rotors turning in opposite directions within the pump’s housing, creating cavities that fill with fluid as the lobes rotate. This process generates a smooth, continuous flow, which is crucial when working with delicate products like food and pharmaceuticals.
Key Features of Rotary Lobe Pumps
To truly appreciate the advantages of rotary lobe pumps, it’s important to consider their standout features:
- Sanitary Design: The design of a rotary lobe pump can be fully optimized for hygienic applications. Many pumps come with smooth surfaces, minimal joints, and easy-to-clean construction, preventing contamination during product transfer.
- Gentle Handling of Fluids: The gentle, non-pulsing action of the pump ensures that the fluids remain undamaged, even when dealing with sensitive products like creams, sauces, or active pharmaceutical ingredients (APIs).
- Self-Priming Capability: Rotary lobe pumps can handle air, making them ideal for applications where priming is essential, particularly in systems with varying liquid levels.
- Versatility: These pumps can handle a broad spectrum of fluids, including high-viscosity products, abrasive slurries, and shear-sensitive fluids, which is a common requirement in many hygienic industries.
Advantages of Rotary Lobe Pumps in Hygienic Applications
1. Superior Hygiene Standards
One of the most significant advantages of rotary lobe pumps is their ability to meet stringent hygiene standards. The pump’s design ensures that there are no cavities or pockets where the product could get trapped and potentially contaminate the fluid. This is essential in industries such as food processing and pharmaceuticals, where contamination can lead to severe consequences.
At Ace Lobe Pumps, we ensure that all our rotary lobe pumps meet the highest standards of sanitation. Our pumps are constructed using stainless steel, and many models feature FDA-compliant seals, making them suitable for food-grade applications.
2. Easy Cleaning and Maintenance
Hygienic applications require pumps that are not only efficient but also easy to clean and maintain. Rotary lobe pumps are designed for simple disassembly, allowing operators to easily access internal components for thorough cleaning. This is vital in maintaining product integrity and avoiding cross-contamination between production batches.
With Ace Lobe Pumps, you can rest assured that cleaning your pump won’t be a time-consuming task. We offer a range of pumps that are designed for quick and efficient cleaning processes, such as Clean-In-Place (CIP) systems.
3. Accurate Flow Control
Another advantage of rotary lobe pumps is their ability to provide precise flow control. This is particularly important in applications where the exact amount of product needs to be transferred, such as in pharmaceutical dosing systems. The positive displacement nature of rotary lobe pumps ensures that the flow remains consistent, which helps maintain the quality and accuracy of the end product.
At Ace Lobe Pumps, our rotary lobe pumps are engineered for precise control, allowing operators to adjust the flow rate as needed to meet specific production requirements.
4. Minimal Shear Stress
In industries like food processing and pharmaceuticals, it’s crucial to minimize shear stress to avoid damaging the product. Rotary lobe pumps are known for their ability to move fluids with minimal shear force, which is ideal for sensitive products like yogurt, creams, and medicinal suspensions.
With the smooth, gentle action of the rotary lobe pump, you can maintain the integrity of your product while ensuring efficient fluid transfer.
5. High Efficiency and Performance
Rotary lobe pumps are designed to handle both thick and thin liquids, offering excellent performance regardless of the viscosity of the fluid. Whether you’re dealing with water-like liquids or thick pastes, these pumps maintain a high level of efficiency.
At Ace Lobe Pumps, we offer rotary lobe pumps that are built for optimal efficiency, ensuring that your production process runs smoothly and cost-effectively.
6. Reliability and Durability
Hygienic applications require equipment that can withstand frequent use and maintain performance over time. Rotary lobe pumps are known for their durability, even in harsh industrial environments. The robust construction of these pumps means they can handle high pressures and continuous operation, making them a reliable choice for long-term use.
When you choose Ace Lobe Pumps, you’re investing in pumps that deliver reliable performance day in and day out, ensuring your operations run without interruptions.
7. Energy Efficiency
Reducing energy consumption is a key priority for many businesses. Rotary lobe pumps are energy-efficient, as they can operate at lower speeds without compromising performance. This makes them an environmentally friendly option that can help reduce operational costs in the long run.
By choosing Ace Lobe Pumps, you can reduce your energy costs while maintaining the performance and reliability of your pumping system.
8. Versatility in Application
The versatility of rotary lobe pumps makes them an excellent choice for a wide range of industries, including food and beverage, pharmaceuticals, cosmetics, and chemicals. These pumps can handle everything from simple water to thick creams and pastes, making them a one-stop solution for many hygienic applications.
Whether you’re pumping liquids, slurries, or creams, rotary lobe pumps offer the flexibility needed to meet your diverse pumping requirements.
9. Compact and Space-Saving Design
Another benefit of rotary lobe pumps is their compact design. These pumps can be integrated into production lines without taking up too much space, which is ideal for facilities with limited room. Despite their small footprint, they still provide high performance and efficiency.
At Ace Lobe Pumps, we offer rotary lobe pumps in a variety of sizes, ensuring that you can find a model that fits your space requirements while still delivering excellent performance.
10. Cost-Effectiveness
While the initial investment in a rotary lobe pump may be higher than other types of pumps, the long-term benefits make them a cost-effective solution. Their energy efficiency, low maintenance requirements, and durability contribute to reduced operational costs over time.
By choosing Ace Lobe Pumps, you’re making an investment in a product that offers significant cost savings over the life of the pump.
Conclusion
In summary, rotary lobe pumps offer a wide range of benefits for hygienic applications, making them an excellent choice for industries like food processing, pharmaceuticals, and cosmetics. From superior hygiene standards to energy efficiency and reliability, these pumps are designed to meet the unique needs of industries where cleanliness and precision are paramount.
At Ace Lobe Pumps, we are committed to providing high-quality rotary lobe pumps that not only meet but exceed industry standards. Our pumps are designed with both performance and hygiene in mind, ensuring that your operations run smoothly and efficiently.
If you’re looking for a pump that offers exceptional performance, durability, and hygiene, Ace Lobe Pumps has the solution you need. Reach out to us today and discover the difference our rotary lobe pumps can make in your operations.